We weighed and laminated under centrecase and deck joint, anchor locker.

We weighed in the morning. Those scale bars has 1500kg weighing capacity each.

It is 116kg but this figure is not considered about bulb, rigging, painting which has to be added later on and excess resin on peel ply which has to be taken out.

Sweep stake!

Centre case view from top

That little girder bit infront of centrecase is situated finally. Job inside of the boat has completely finished and we've got to make hatch cover.

Andrew is making hatch reinforcement bit going inside cabin top against the hatch. Put that around the hatch and laminate over all around inside and outside.

Woven fibre glass. This is going to be laminated in anchor locker finally, which doesn't have binder so that is easy to be shaped.

We have got to cut that extra bit. We filled the gap between deck and the case as well as the gap between coving below and gantry tubes. We made thicksotrope light so that goes into the gap easily with using a syringe.

like this. That wire is a piece of MIG weling stick used to get the airpocket out of the resin in this time. We put some resin into the tube to fill the gap between the joint below as well.

to let the glue in easily.

resin with powder mixed lightly

Tristan playing his guitar on the boat.

It looks nice. I chopped peel ply into small pieces to fit in this space. It looks flooded but good anyway. Chris said that this part can be a natural handrail for people because there isn't any thing to grip somewhere on the boat. He was thinking of putting another layer of carbon uni acrosse that section.

Andrew filled the gap which has been through the carbon.

Dig the foam out on the edge and fill it with thicksotrophe to stiffen the edge and prevent de-laminating.

Stiffener being going to be behind the hatch.

nice.

We weighed in the morning. Those scale bars has 1500kg weighing capacity each.

It is 116kg but this figure is not considered about bulb, rigging, painting which has to be added later on and excess resin on peel ply which has to be taken out.
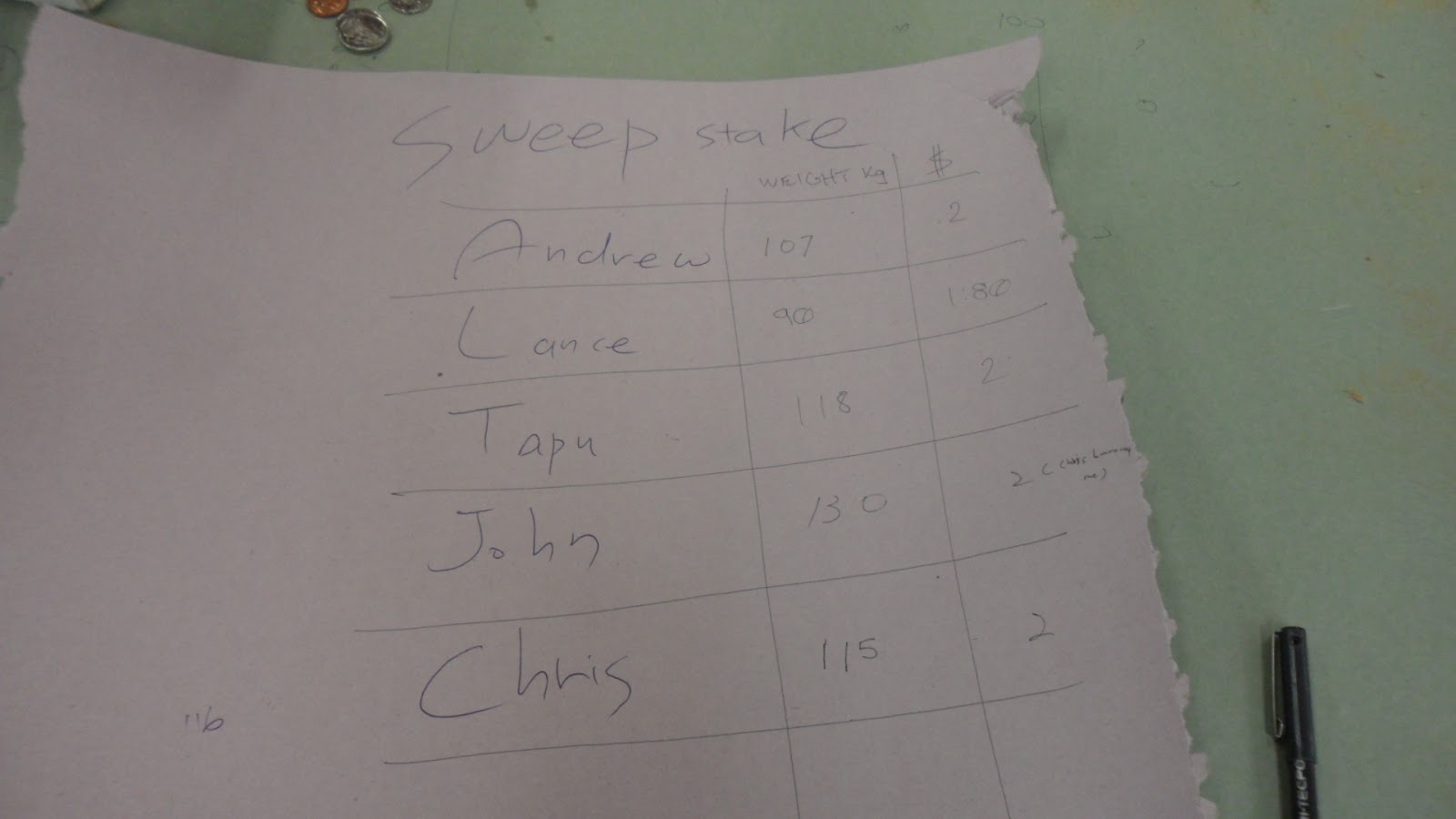
Sweep stake!

Centre case view from top

That little girder bit infront of centrecase is situated finally. Job inside of the boat has completely finished and we've got to make hatch cover.


Woven fibre glass. This is going to be laminated in anchor locker finally, which doesn't have binder so that is easy to be shaped.

We have got to cut that extra bit. We filled the gap between deck and the case as well as the gap between coving below and gantry tubes. We made thicksotrope light so that goes into the gap easily with using a syringe.

like this. That wire is a piece of MIG weling stick used to get the airpocket out of the resin in this time. We put some resin into the tube to fill the gap between the joint below as well.

to let the glue in easily.

resin with powder mixed lightly

Tristan playing his guitar on the boat.

It looks nice. I chopped peel ply into small pieces to fit in this space. It looks flooded but good anyway. Chris said that this part can be a natural handrail for people because there isn't any thing to grip somewhere on the boat. He was thinking of putting another layer of carbon uni acrosse that section.

Andrew filled the gap which has been through the carbon.

Dig the foam out on the edge and fill it with thicksotrophe to stiffen the edge and prevent de-laminating.

Stiffener being going to be behind the hatch.

nice.










































